Resin is pretty good but has its drawbacks. The resin comes out smooth as you said and does not have layer issues. However, most resin is brittle and would crack randomly.
I had some resin props printed the same way with the same resin last 20 sessions and some last 20 minutes. There was no consistency. I have found the tougher resins that cost more do not break but they flex to much and the prop vibrates. It seems to make the resin more durable and less brittle the resin is softer.
I have printed about 15 types of resins and 10 or so fdm filaments including CF varieties and plain polycarbonate has been the best I have found for printing prop blades. I have some that have lasted over 50 hours of run time. They generally don’t break unless you hit an object in the water.
I print the folding prop blade horizontal and rotated so the bolt hole is vertical. I aim the curved side of the blade (leading edge) pointing up and the trailing edge down.
Supports are used but it doesn’t end up supporting much of the blade area. I can wet sand the blade with 180 grit for 5 minutes or so and get a perfect finish.
I feel this is much stronger then printing the blades upright vertically due to the layer lines that can separate.
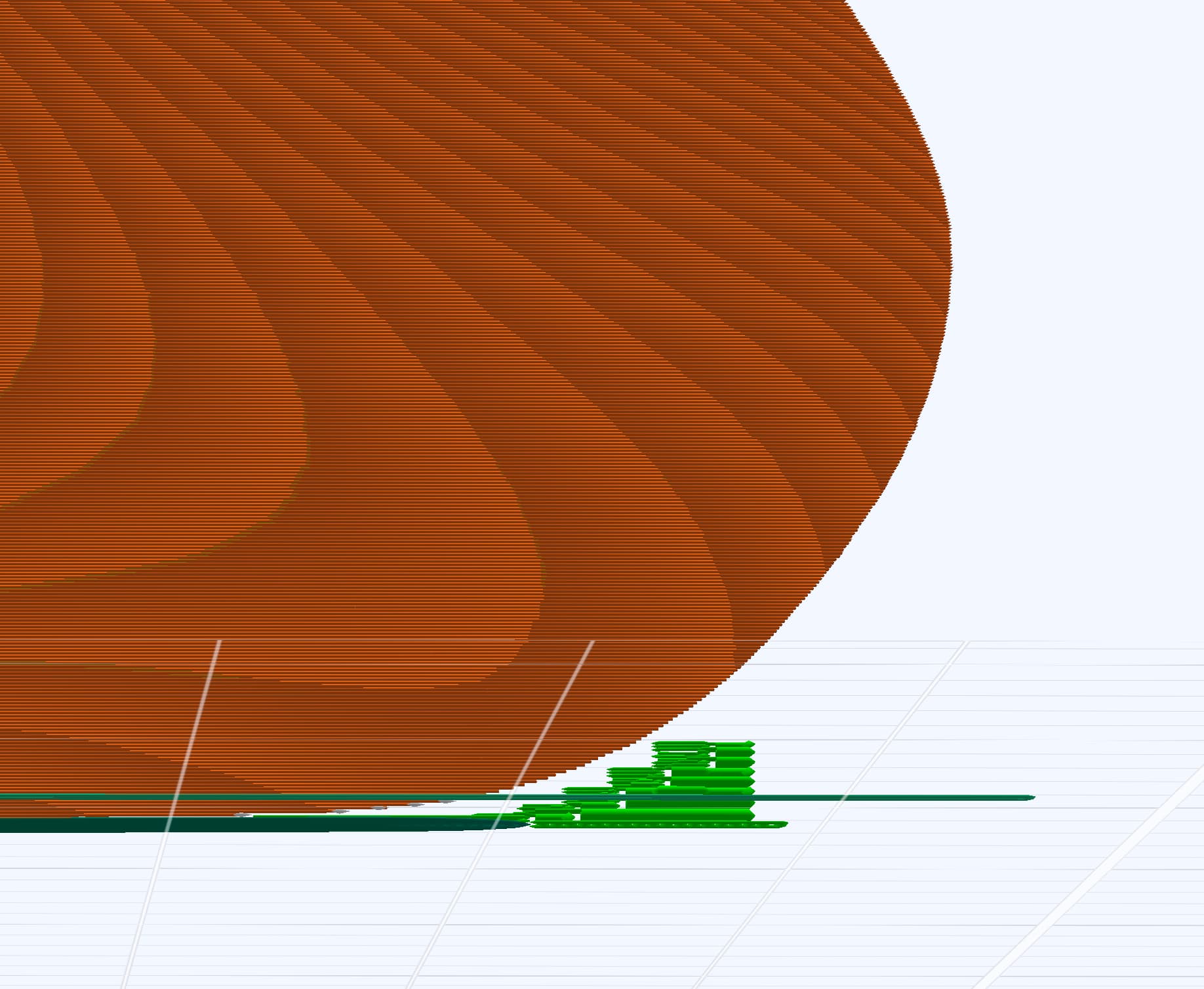
I get difficulties with Prusa based slicer support under the blade and edge render.
So I got edges not rendering good, see pic.
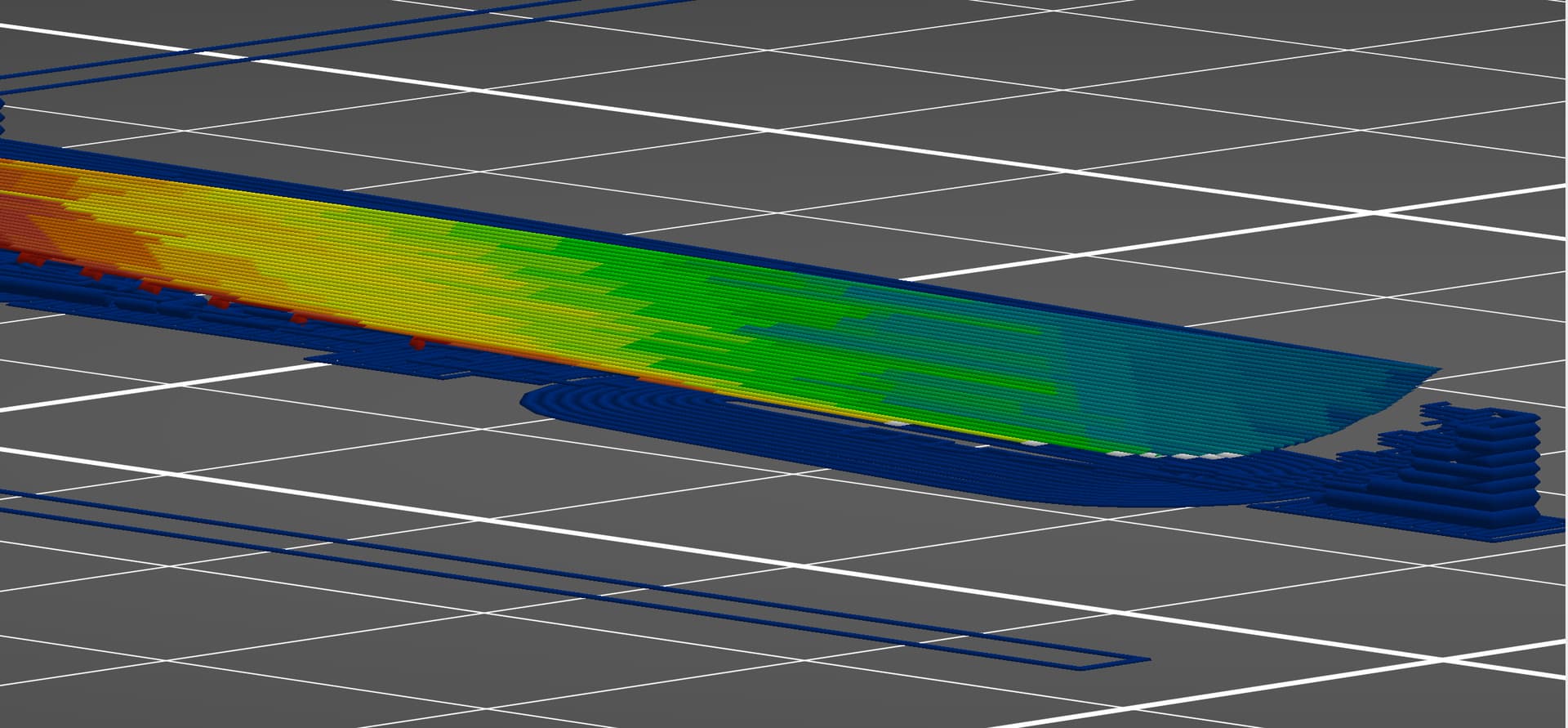
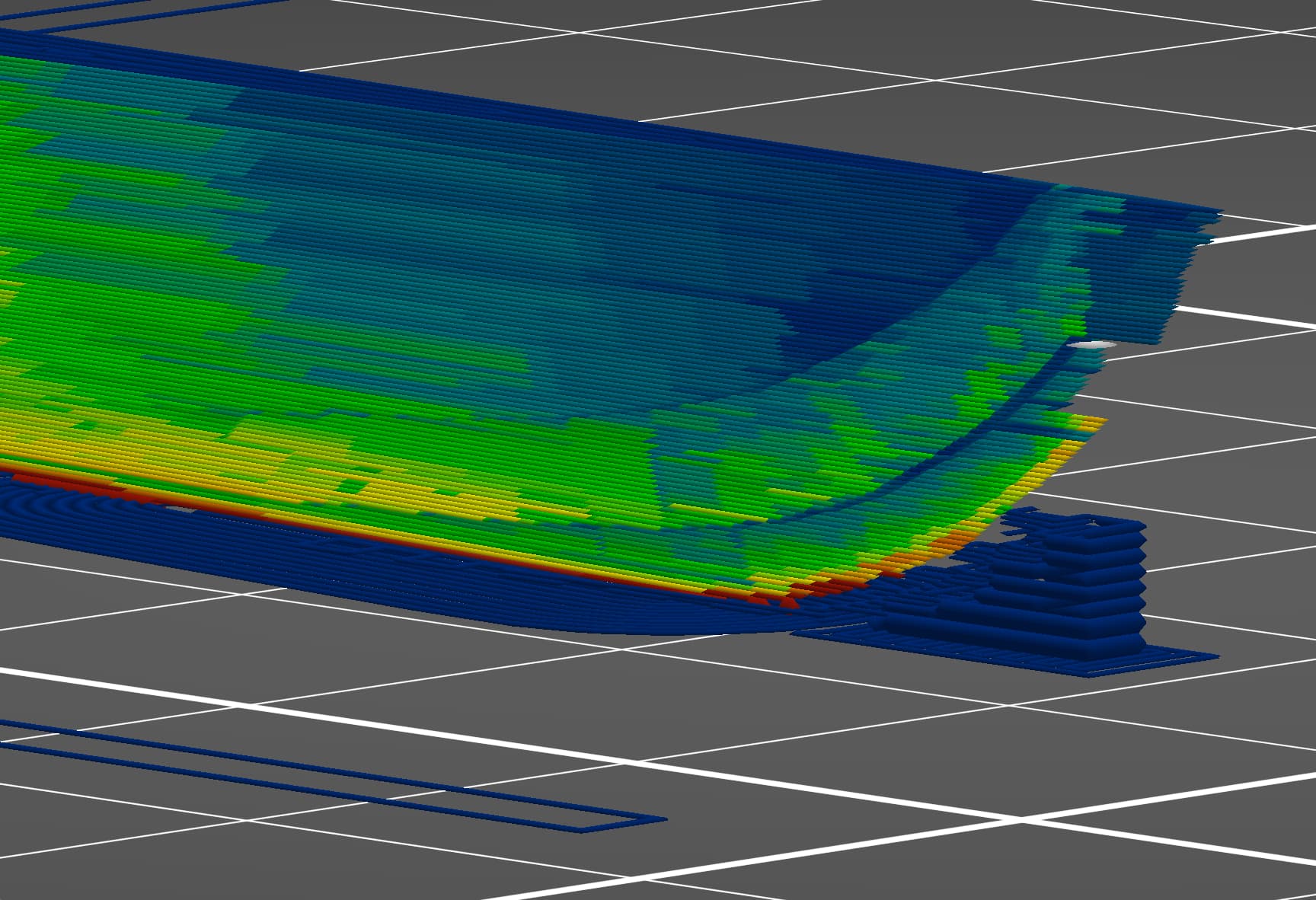
Then switched to perimeter generator - Classic. It helped with edges, but the support under the side-bottom most critical overhange is too far…
Also it does not do good with the bottom flat overhange - it is almost a bridge.
Overall it is manageable, but the quality low on the bottom of the blade.
Propeller base get broken each time near the nut after one or two rides.
Did somebody encounter this?
Printed using Overture PC 100% infill. (The bladed are totally strong)
(the color - it is just epoxy primer spray)
I had to enlarge a little the seat of the nut in order nut to fit and also sanded the base inside in order for blades to fit - so that weakened it of course.
Ye, it seems to me too. It was hard to fit the nut.
Next print I will sand the nut.
But I will try also petg because it is more flexible, therefore may less likely to fail in this case.
In my opinion no need to balance, if printed in the same batch and bed is level.
Blades have same weight till the 0.01gr.
I tried to balance using dyi bearing rotation and surprise surprise - it seemed to be balanced.
But there are experts here that can comment on the subject…
Mine were rather unbalanced. I used some M5 grub screws I put in the base from behind. To balance I used two carpet knive blades and a shaft to balace the prop.
a simple approach is to use a level shaft that the prop will spin freely on without power.
Mark the blades and spin the prop by hand and record which blade ends up at the bottom. Repeat enough times to confirm that it’s that blade so you now know which one is heavier.
Add weight to the other blades or subtract from heavy one
Repeat process until you have confirmed the bottom blade is totally random and you will know prop is balanced.
yes I think that balancing the propeller is necessary, to avoid vibration and destruction. in drone it was mandatory. the problem is there is no hole in the center of my 3D model. (I think most makers don’t do balancing…) is there someone who could help me to modify STL, I do not know how to do it. I am limited to sketchup…