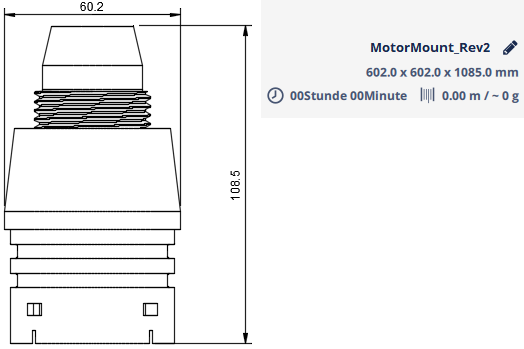
I did open the Fusion 360 File and checked it. My Cura 2.6.2 shows the wrong size, if I download the file trough the link in the pacificmeister CAD sources post. As you can see from my drawing it’s scaled by exactly 10
Might be the a360 export, if I export it from fusion locally it appears at the correct scale. Maybe @pacificmeister knows why this happens. Could also be because units are not specified in stl files. Would be nice of cura and/or A360 to allow user specified import/export scales. In Inventor at university you can select which unit to use on stl import and export.
Sorry @rogjalon and @Flo - I must have messed up with the STL exports. I just fixed it and updated the first post with links.
Hey @Taylor, what’s best Fusion sharing practice here. I shared the master Fusion assembly which everyone can download as Fusion 360 archive (.f3z file) and then import as their own new Fusion 360 project, and it will then include all referenced components (buy and to be printed stuff). Export to STL from there is one way to get print files. I realize that not everyone wants to open/modify CAD files in Fusion and a direct STL download is helpful - so what I did here is export all to-be-printed as STLs and imported them to a new folder in my Fusion project and shared them above. Problem of course is that they are not linked anymore and I need to carefully re-export and re-upload if anything changes (I messed up here already ). Is there a way everyone can directly download individual STLs from my shared Fusion assembly? Could not find that. If I download as STL from the assembly I get a big STL blob with everything mushed together. Else maybe it would be better if I list/share all individual referenced Fusion files (instead of my STL exports). That allows direct STL exports via the Web interface. Thanks for your advice here.
Just wanted to let you know that I switched materials from pc max to apolloX. It’s just was strong, has a little more give (good thing), cheaper, and EXTREMELY EASY to print. Never warps, no enclosure needed.
Thanks for the information Aaron! So just to clarify, you are switching from Polycarbonate to ASA? It looks very promising and much better suited for outdoor use than PLA which it seems the majority of people in this forum are using.
Yes, I have been printing parts in ASA on our Stratasys Fortus 450 printers at Autodesk Pier 9 back in June: https://youtu.be/0o6xn_yucV8?t=1m1s. Most parts were since replaced because of design updates but I am still using the same two ASA mast mount pieces from June today. This stuff is holding up great.
ASA it’s a little easier than printing ABS, better bed adesion (I used Kapton and PEI) but you must dial in the bed levelling and firs layer setting. It shrinks on very thick 100% infill parts, but no big deal, Polycarbonate does it too.
My printer is semi-closed, opened only at the top, you need to avoid any draft, no cooling at all. I got into that 2 years ago and it’s been my favorite untill I discovered Polycarbonate. ASA has a little more flexibility but less layer to layer adesion, in the menaning that it’s more prone to give up by delaminating than Polycarbonate and PLA. But still a great material, no smell, good for outdoor stuff… To build a propeller for example, or a part that must undergo some rub, polycarbonate or PLA is better, in my opinion. Thin trailing edges made in ASA seems too fragile, I already experienced that with 3d printed surf fins… ASA is cheap enought to use to print molds, anyway. And it works good because you can cure the thing in the mold over a calorifier or into a black sack in the sun (if you don’t have a proper oven… I don’t!) 50-60° it doesn’t melt or deform.
Polycarbonate should be even better because rigid but it’s way too expensive!
If you printed PLA only, do some trials to adjust holes and tolerancies… both requires some adjustments. Polycarbonate wants the Buildtack ro similar surface to print reliable, even on PEI sometimes give up ad midprint.
second thought on PC!!
Ok for props, perfect for hi-strenght rigid parts but watch out for which silicone, sealant, grease or worst oil do you use on it!! It doesn’t like certain products, many silicone that releases oil also, it cracks overtime.
I will complete to epoxy coat the mast clamp where the cable and silicone sealant goes in, but I will print the end cap in ASA. realized today at work, for other stuff but just one hour before the planned final assembing!
Maybe PLA could have worked but I thought that oil seal and bearings, other than the part in contact with gearbox, could deform whith the heat generated… so let’s give a shot to ASA this time
I got some questions.
I am using PLA to print at home, the quality of surfaces is rather bad, because of z-axis problems on my K8200. For many parts this is no problem, but now i am printing the duct with inner diameter 140mm, length 120mm with some inlet protections. I use 100% infill and the parts are very rigid and rather stiff. I use multitool with the full range from 60-240 grain and that is lots of work.
Now i wanted someone else to do the print in 3D Hubs and commented i want 100% infill in PLA because of rigidness. Additionally i asked to get a good surface. One offered to print it in PETG because it is somehow mechanical better, but if i look into the data sheets, comparing PLA and PETG, i do not find any benefit, despite impact resistance. The price is more than doubled by PETG.
Do you have any tips for me? Is it worth it? Do i have to sand such duct if it is made on a good printer?
What is your experience?
Most single printers are not able to print more then 30° without material underneath - that’s why some of them use supporting material same as printed one that you can tear off or better a dual printer with water soluble
supporting material.
It’s also very important to print with perfect profiles - especially with 100% infill or other “extreme” parameters - printer and material are “inseparable”.
I only use ultimaker filament with my ultimaker printer - so I have the perfect profiles and therefore parts.
PLA and ABS are easier to work with than PETG - less problems with damaged parts while printing.
ok, so maybe i should not talk about 100% infill if i mean the single parameter. Of course, my rectangular 45° infill is lighter than the 15% overlap with the perimeters. As i am printing clear PLA, i can see the density inside the material, the directions, moves and fails, its my favorite, and i printed several kilos. I print on heated bed 60°C with mirror and kapton tape. Since months nothing went loose from the bed, but step losses or wrong parameters or stupidity led to… you know it? I also liked vase printing.
Also tried some Soft PLA, was not so bad.
You should print 100%. Not a big deal if nail the right set up, mostly speed and temperature. Petg is more flexible than PLA, quite a strong material but it’s harder to sand smooth, I’m afraid that also doesn’t stick that good to epoxy.
For the duct I believe a rigid plastic will do better.
To smooth the parts, after a little sanding better (really better) if wet sanding, cold water, paint them with clear epoxy, any can do the job, just keep the resin warm to thin the layer (it gets more fluid with temperature). Then just wet sand on the resin coat. The belief that resin coating printed make those more resistant is just a mith. Could prevent delatination of very thin details but it’s the print that hold the stress, non 2/10mm of epoxy
Hey guys, a 3d printing page on facebook that I am apart of posted saying “wish” was giving away 3d printers for FREE (just pay shipping of 2 dollars each)
I don’t know how legit it is but all the same, I thought it was worth a punt and ordered 10.
Just search "wish 3d printer and you should find it.

 ). Is there a way everyone can directly download individual STLs from my shared Fusion assembly? Could not find that. If I download as STL from the assembly I get a big STL blob with everything mushed together. Else maybe it would be better if I list/share all individual referenced Fusion files (instead of my STL exports). That allows direct STL exports via the Web interface. Thanks for your advice here.
). Is there a way everyone can directly download individual STLs from my shared Fusion assembly? Could not find that. If I download as STL from the assembly I get a big STL blob with everything mushed together. Else maybe it would be better if I list/share all individual referenced Fusion files (instead of my STL exports). That allows direct STL exports via the Web interface. Thanks for your advice here.
 realized today at work, for other stuff but just one hour before the planned final assembing!
realized today at work, for other stuff but just one hour before the planned final assembing!