Now used the mold 3 times and 2 times successfully.
Will try to get one last press out of it to have a 3 blade set with the same process and mold. Demolding is not getting easier, I will invest in a can of spray mold release.




3 Likes
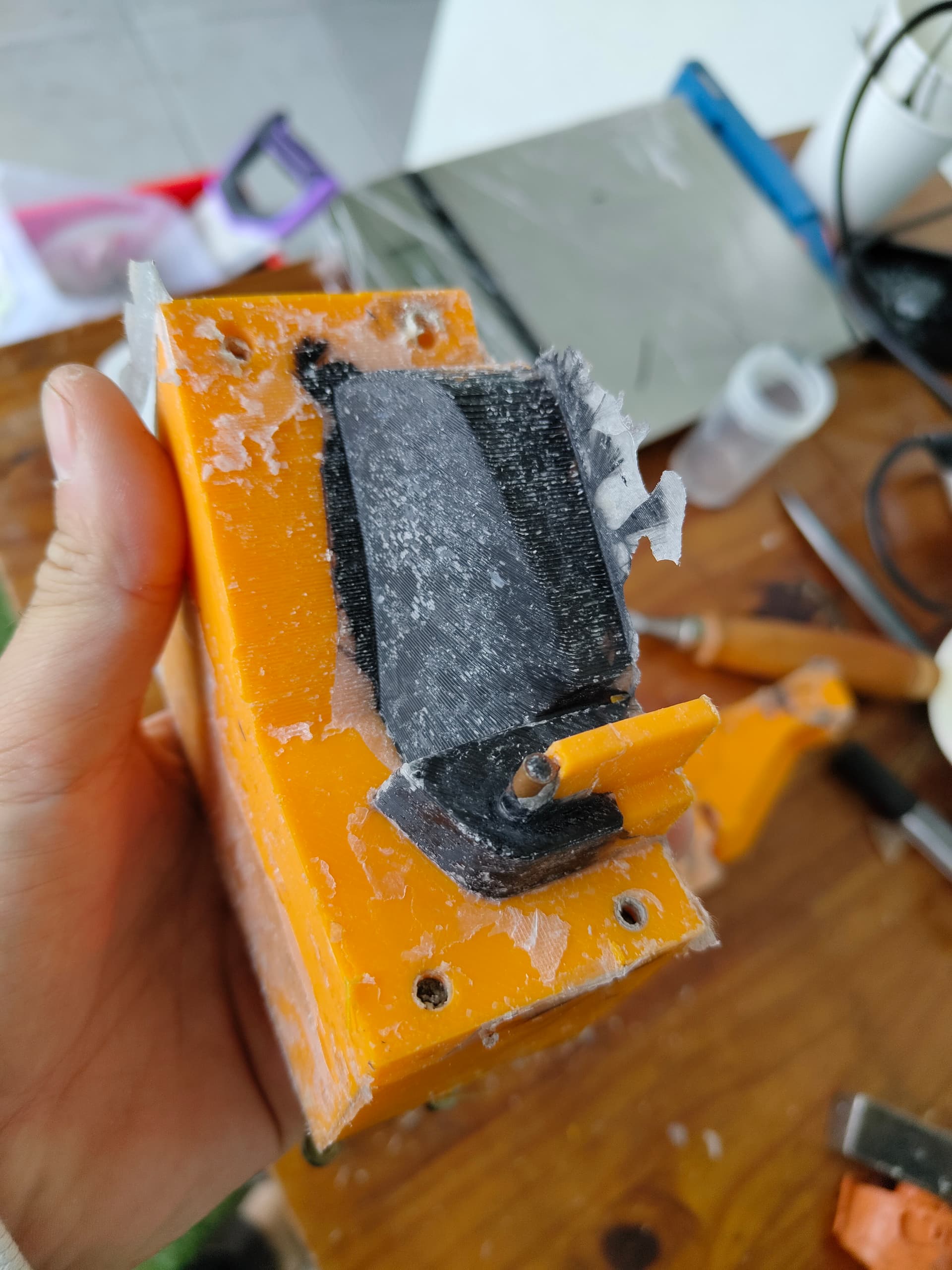
Full set done in one mold!
Only the insert has some damage, the two mold halves are still mostly fine.
Blades are 18gr before hot coat, so fiber-resin ratio is 55/45. Ideal ratio is 60/40.





6 Likes

This company has some great videos on this stuff.
1 Like
yes, that was the inspiration, very high quality videos and extra infos on their website for each video
1 Like
How does such a blade feel? It is stiffer than fdm, right? But is it stiffer or as stiff than aluminum or is it lighter?
stiffness is a on a whole other level than FDM (PETG-CF) seems comparable to alu to me
2 Likes
But what’s the benefit of the chopped fibre, seems difficult to get even distribution and strength. 2-3 fabric layers would make the same reinforcement and have the advantage of being repeatable?
I think with good molds and forged carbob you don’t need much cleanup of the parts. You should in theory only need to pollish. With cloth very often you need light sand and then use a finish coat.
Maybe easier for a one off but i guess a tuned fabric molding could be equally good, with better properties. If a peel ply is used that extends to the mold edges then a final epoxy coat will give a great finish.
Without finish coat you’ll have exposed carbon after sanding so for a good visual appearance you’d want a finish layer anyhow.
That would be preferable for a even thickness part, but here there are big variations of thickness, how would you handle that?
1 Like
gradual layering, like a slicing of the blade thickness
I brought the prewired one the quality was rubbish half the wires broke off. they were not long enough to use as balance wires anyway so still had to join. ended up ripping it off and just standard balance connector.
The wire was not very flexible and very thin maybe if was potted so had no movement be fine,
2 Likes

That looks very nice! As good as mjf prints.

$6 per blade … just calculating
16 grams of plastic per blade. I got $3.50 per blade.
1 Like
You can add fabric etc in this method. The chopped carbon I think allows the material to flow into the mold more evenly. The mold is then squeezed under pressure to remove the excess epoxy.

4 Likes
Do you have more details about your mold? Is a plastic core or full carbon?
The root of the blades I made as hollowed out petg 3d prints. The mold is also petg. My first attempt, I did not make inserts for the holes like you did, and found it difficult to drill the holes and also the roots did not match precisely with my hub. By mixing hollow 3d printing with carbon forged fill my thinking was that this would retain the precise fit of the 3d model better.
It seemed to work fairly well, by I would probably go with how you did the locator pins if I did it again.
1 Like